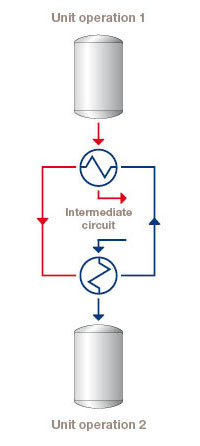
Indirect process heat integration differs from direct process heat integration in that an intermediate circuit is used for transferring heat between the two process streams. The transfer medium (water or thermal oil) absorbs heat in one part of the plant and releases it in another. This approach is used when:
Indirect process heat integration opens up a vast range of possibilities. Two common application examples are:
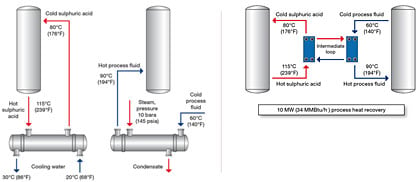
The following is a typical example from a metallurgical sulphuric acid plant. Here there are often opportunities to recover waste heat from the acid plant absorption towers and reuse it for heating in mineral processing steps. Examples where the heat can be reused are copper electrolyte heating, spent acid and zinc sulphate solution heating in zinc plants, boiler feed water heating, etc.
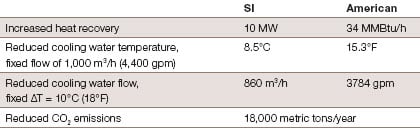
Before the technology change, the hot sulphuric acid from the absorption towers was cooled off in a shell-and-tube heat exchanger. Afterwards, the heat is transferred to a heat integration loop via a compact heat exchanger and released to an electrolyte heating bath. The result is 10 MW (34 MMBtu/h) of recovered energy.
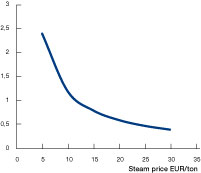
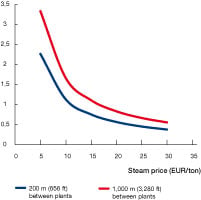
Payback period as a function of energy price when using the recovered energy for saving fuel
Payback period (years)
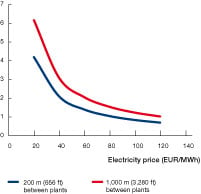
Payback period as a function of energy price when using the recovered energy for electricity generation
Payback period (years)
Payback period for new plant (reduced utility investments)
1,000 m between unit operations
Payback period (years)